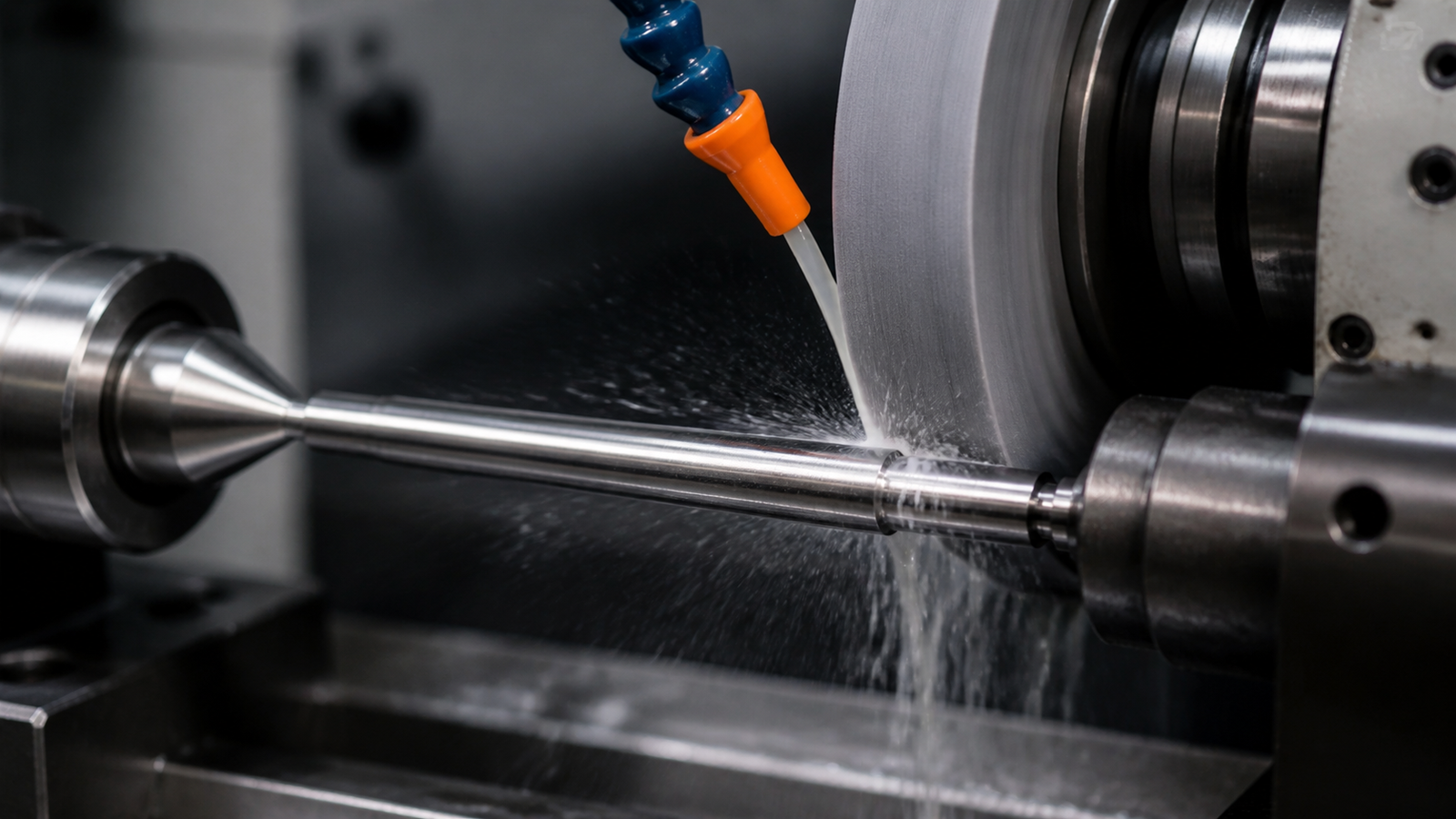
Why mold components get ground: the tolerances, finish, straightness, and concentricity that grinding holds and turning does not.
Why mold components get ground: the tolerances, finish, straightness, and concentricity that grinding holds and turning does not.

When a mold is down, the goal is a replacement pin that matches the original exactly and drops back in. Here is what to send and why matching beats substituting.

How inch and metric DIN ejector pins differ, why the fit has little margin, and what to check before you order.

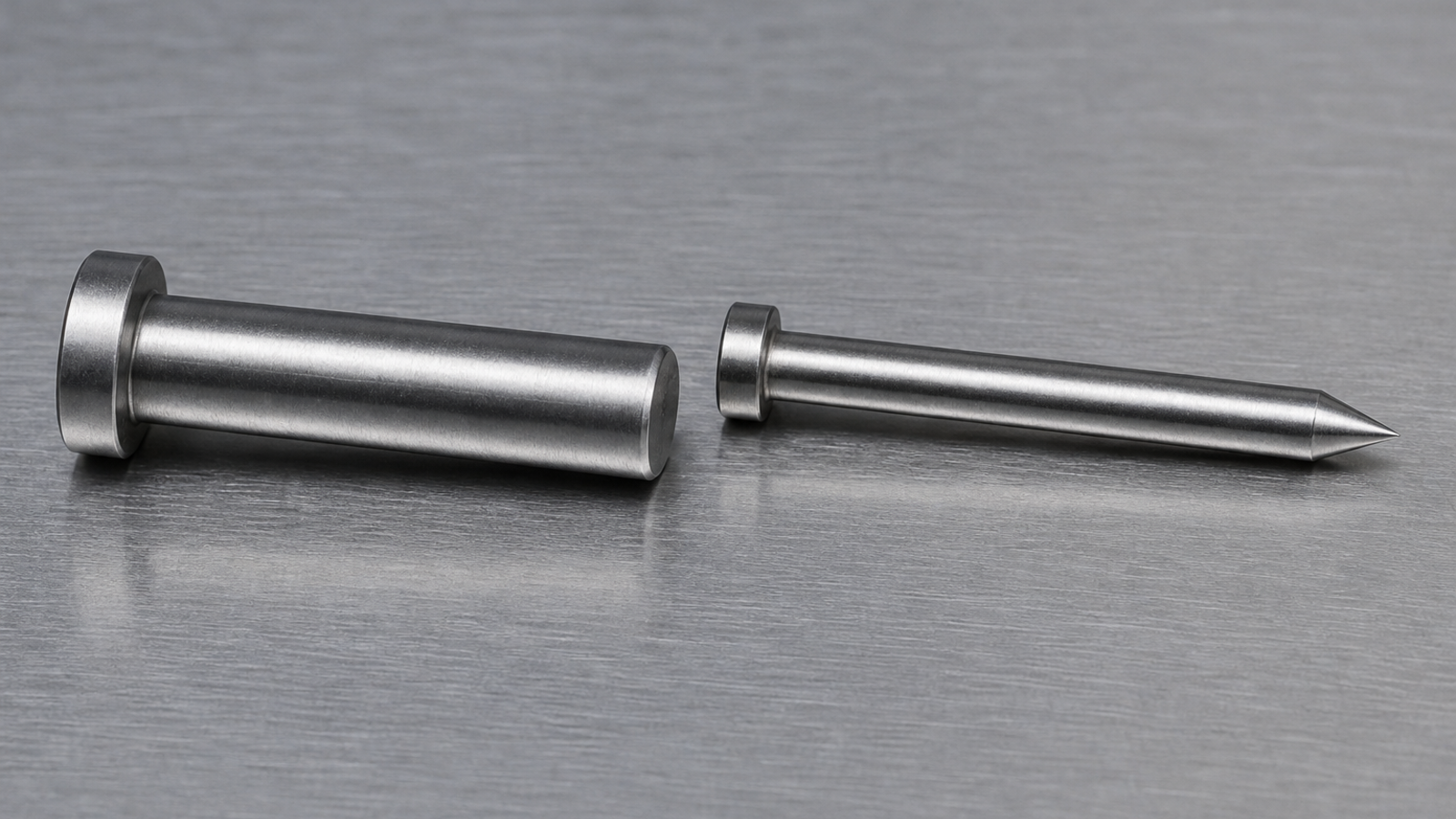
The five details a manufacturer needs to quote and build a core pin: diameter, length, head, tip, and finish.

Why ejector pins bend, gall, flash, or mark parts, and the design, fit, and material fixes you can build in.
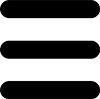
How ejector blades eject ribs and thin walls where round pins can’t fit, and what to specify.

Catalog pins cover the common cases. Here’s when custom-made is the only thing that will actually fit and run.

How resin, run length, and environment guide material and treatment choices for core and ejector pins.
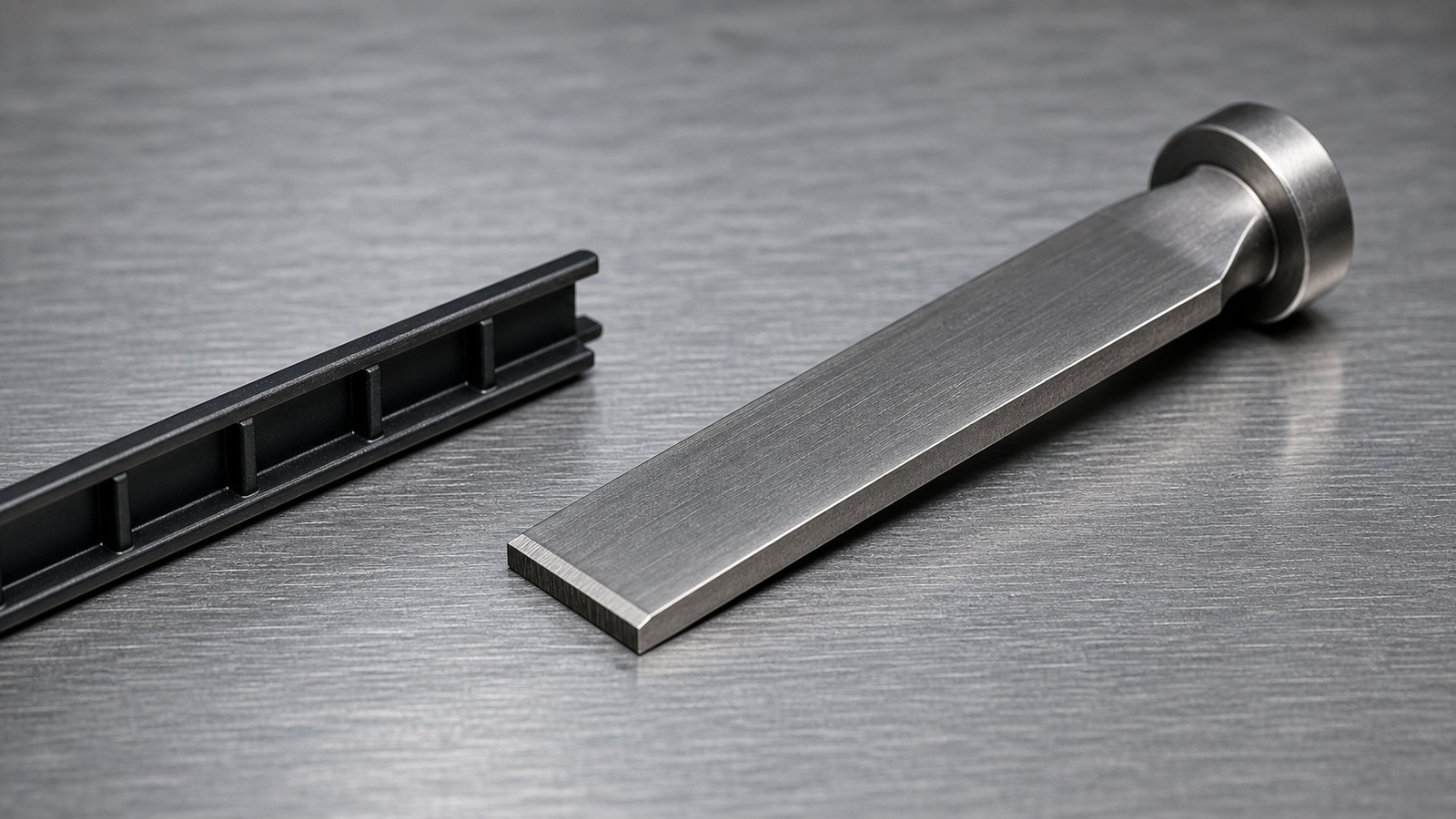
Core pins form the part; ejector pins push it off the core. Here’s how the two differ in job, design, and tolerance.