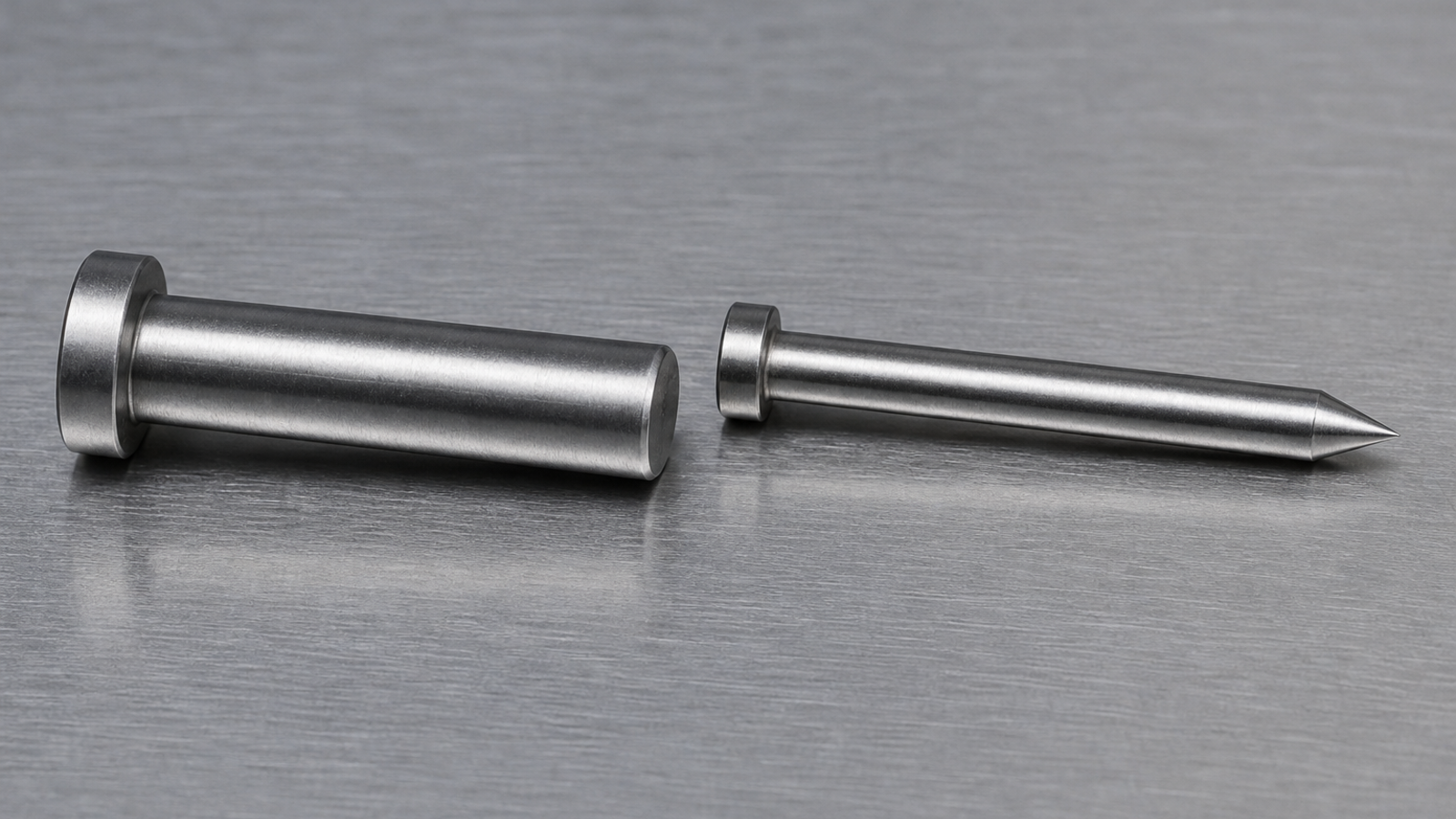
A core pin forms internal geometry in a molded part, sitting in the mold while plastic flows around it. An ejector pin does not shape anything; it pushes the finished part off the core once the mold opens. One builds the feature, the other releases the part, and that difference drives how each is sized, fit, and finished. Both are slender hardened-steel parts living in the same mold, so the terms get used interchangeably on the floor, but confusing them leads to the wrong part on a quote.
What does a core pin do?
A core pin creates internal geometry the cavity cannot form on its own: a through-hole, a blind hole, a recessed core, or a counterbore. It is part of the molding surface, and plastic packs against it under pressure on every shot, so its diameter, taper, straightness, and finish all transfer directly into the part. That makes it a dimensional reference, not just a component: if it runs a few tenths oversize, every part it makes is a few tenths oversize. It also carries a slight draft and a fine finish so the part strips off the core.
What does an ejector pin do?
An ejector pin is part of the ejection system, not the molding surface. When the mold opens, the ejector plate drives a bank of pins forward together, and their tips push against the back of the part to break it free of the core. The pin cycles with the press, potentially millions of times over a tool’s life, so its priorities differ from a core pin’s: a free-sliding fit in its bore, wear resistance at the tip, and enough column strength to push without bowing. It also has to register where the part can take the load, against a boss or a flat, so it does not mark a cosmetic face or punch through a thin wall.
How do the designs differ?
Because their jobs differ, so do their specs:
- Working surface: a core pin’s whole form may show up on the part, so the entire profile is controlled; an ejector pin’s diameter and tip matter most.
- Fit: an ejector pin needs running clearance to slide yet a close enough fit to seal against flash; a core pin is sized to the feature it forms.
- Finish: both are precision ground, but a core pin’s finish shows up on the part, while an ejector pin’s is about sliding and wear.
- Head and length: ejector pins seat by a head that registers in the plate and are often supplied long and cut to fit at the bench; a core pin is made to its molding geometry.
Those differences show up at end of life, too. A worn or undersize core pin makes parts that drift out of tolerance or stick and tear on ejection, and a bent pin can break off inside a molded feature. An ejector pin fails from fatigue and wear: it can bow if it is too slender, peen at the tip, gall in a dry bore, or back out and witness-mark the part. Most of these trace back to fit, hardness, and straightness, which is why both pins are ground rather than turned to final size.
Where do blades fit in?
Round pins are not the only way to eject a part. For ribs and thin walls that a round pin would dimple or pierce, a flat ejector blade spreads the push across a slot instead of a point. The blade is part of the same ejection system as the pin, shaped for geometry a round tip cannot reach, and one tool can run pins and blades together.
Which one do I need on a quote?
Look at the part, not the pin. If the component creates a hole, bore, or internal feature, it is a core pin, quoted to that feature. If it pushes the finished part out of the mold, it is an ejector pin, quoted to the bore it slides in. On a print, core pins are dimensioned to the part geometry, while ejector pins are called out by diameter, overall length, and head style.
Frequently asked questions
Is a core pin the same as an ejector pin?
No. A core pin forms a feature in the part; an ejector pin pushes the finished part out. They are often confused because both are slender, hardened, ground steel pins.
Can one pin both form and eject?
Sometimes, but it is a deliberate design choice, since the pin then has to hold a forming tolerance and survive ejection wear. Most tools keep the two functions on separate components.
Why do core pins need a finer finish than ejector pins?
A core pin’s surface is reproduced on every molded part, so its finish controls how the part looks and releases. An ejector pin’s surface never shows on the part; its finish is about sliding freely and resisting wear in the bore, so the two are judged against different things.
Are core pins and ejector pins the same material?
Both are typically hardened tool steel, but the grade and treatment are chosen for the job: forming and corrosion resistance on a core pin, wear and toughness on an ejector pin.
The bottom line
Core pins make the part; ejector pins move it. Both are ground to tight tolerances for their jobs. Precision Core Pins manufactures both to your print in Orange County, California. Send a drawing or a sample and we will match it. Call (714) 540-5621 or request a quote.