You can turn a pin to size on a lathe. So why do precision mold components get ground? Because the close diameter tolerance, the surface finish, the straightness, and the concentricity a sliding pin needs are held by grinding and not by turning. Turning gets a part close to size. Grinding brings the critical surfaces to final size and finish.
How is grinding different from turning?
The two processes remove metal in fundamentally different ways, and that difference is why one finishes a precision pin and the other only starts it.
A lathe cuts with a single cutting edge. The tool plunges into the work and peels off a chip, and the result is a turned surface with visible tool marks and a tolerance band that is fine for many parts but loose for a pin that has to slide in a bore within tenths. Push a lathe to hold tighter and you fight tool deflection, heat, and chatter, and the finish gets worse, not better.
Grinding cuts with an abrasive wheel made of thousands of hard grains. Each grain takes a tiny bite, so the wheel removes a small, controlled amount of stock and leaves a much finer surface. Because the cut per grain is small, the process is stable and repeatable down into the tenths, and it can correct form that turning left behind. That is the core trade: turning is fast and roughs a part to shape, grinding is precise and brings the critical surfaces to final size and finish.
Why grind a hardened part?
Most mold pins are hardened so they resist wear and galling in service. Once a part is hardened, it is usually too hard to turn cleanly. A single-point tool wears fast against hardened steel and struggles to hold size, and any heat-treat movement from the hardening process is still in the part.
Grinding does not care that the steel is hard. The abrasive wheel cuts hardened material as readily as soft, which is why grinding is the natural finishing step after heat treat. Parts are typically machined close to shape while soft, hardened, and then ground to final dimensions, so the finished surface is both hard and accurate. Grinding the part after hardening also removes the small distortion that heat treat introduces, which a turned-then-hardened part would keep.
What does grinding control?
- Diameter tolerance: the fit between a pin and its hole lives in tenths, which is grinding territory. We hold ground diameters as tight as 0.00005 in.
- Surface finish: a fine ground finish slides and seals; a rough one drags and galls.
- Straightness: a straight pin resists deflection and ejects evenly, and grinding holds straightness over the full length better than turning a long, slender part can.
- Concentricity: when a part has a bore that must run true to an outside diameter, grinding both surfaces is what holds that relationship.
- Roundness and taper: a ground diameter stays round along its length instead of drifting out of size from end to end.
What does the grinder actually do to a pin?
Grinding methods are chosen to match the surface being finished:
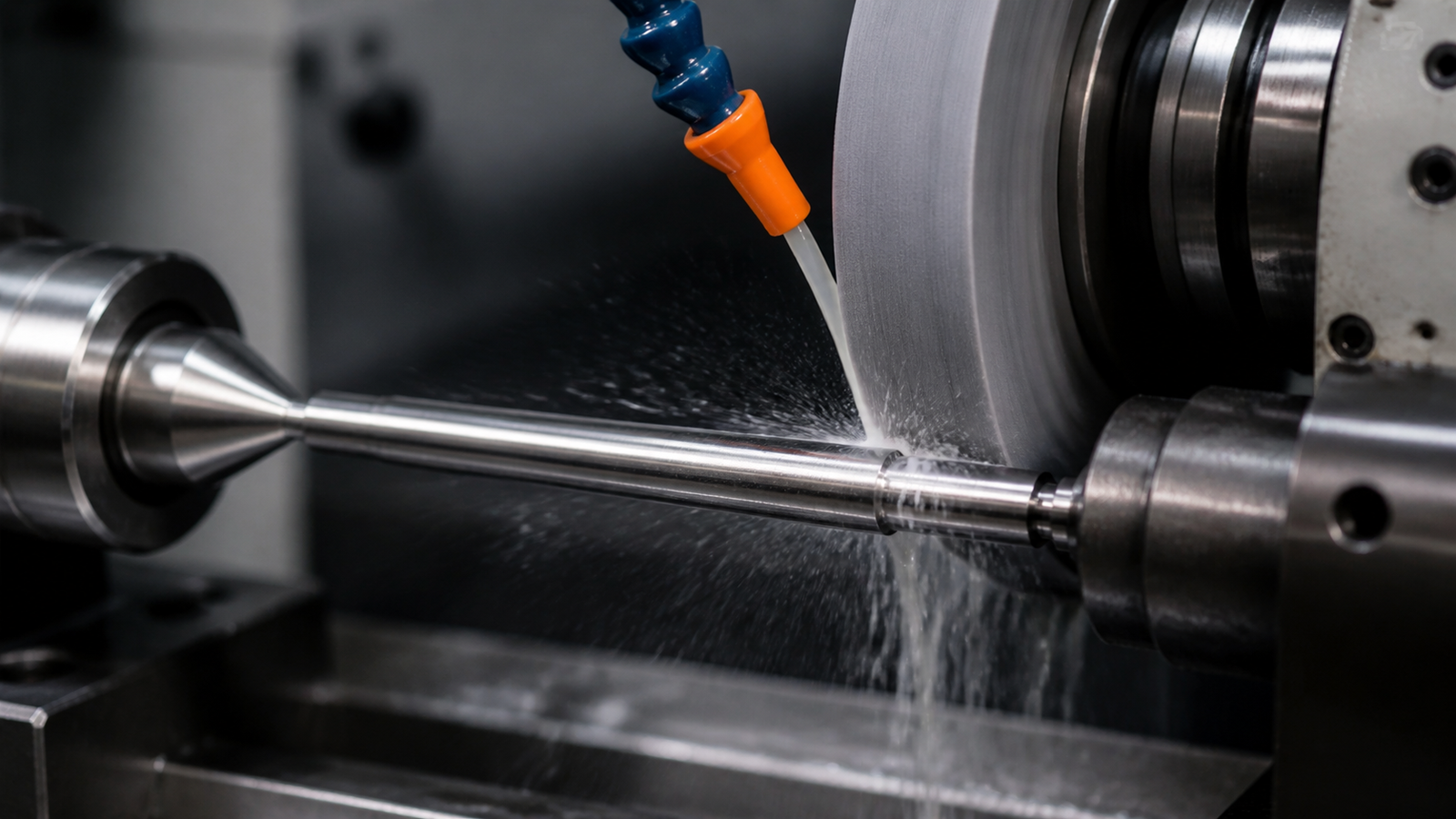
- Cylindrical grinding: finishes an outside diameter while the part turns between centers, which is the workhorse for pin and mandrel ODs.
- Centerless grinding: finishes an OD without centers, useful for high volumes of plain shafts.
- Surface grinding: finishes flats and shoulders, which matters for an ejector blade and for seating faces.
- ID grinding: finishes an inside diameter, the operation behind a true-running bore.
We run all of these in-house: centerless, cylindrical (OD), ID, surface, form, and thread.
Why it shows up on the floor
A pin ground to the right fit and finish reduces the flash, drag, galling, and pin marks that come from a loose fit or a rough surface. A pin that is only turned to size carries a looser tolerance and a coarser finish on its working surfaces. Over a production run, those surfaces are the ones grinding brings to final size and finish.
Frequently asked questions
Why grind a pin instead of turning it? Turning brings a pin close to size but leaves a coarser finish and a looser tolerance than a sliding, sealing surface needs. Grinding holds tighter diameter, finer finish, and better straightness and concentricity, which is what keeps the pin from flashing, dragging, or galling in the mold.
Can you grind hardened steel? Yes. Grinding uses an abrasive wheel that cuts hardened material readily, which is exactly why it is the standard finishing step after heat treat, when the part is too hard to turn.
Does grinding fix heat-treat distortion? It can. Hardening a part introduces small dimensional movement, and grinding the part after heat treat removes that movement and brings the critical surfaces back to size. A part that is turned to size and then hardened keeps whatever distortion the heat treat caused.
Is a turned pin ever good enough? For some non-critical features, yes. The surfaces that need grinding are the working ones: the sliding diameter, the sealing face, an internal bore. Where fit and finish decide whether the tool runs, those surfaces get ground.
Grinding-first by design
Precision Core Pins is a grinding-first shop. Components are precision ground to print where tolerance and finish matter, all in Orange County, California. Call (714) 540-5621 or request a quote.